
Hollow Block:
Important Point
Hollow blocks are being described as blocks with a core-zero area larger than 25% of a total surface area.
Its use of hallow blocks for masonry construction, often referred to by some as chb size or hallowblock, has indeed been quickly established which are higher than conventional construction materials such as bricks and stones.
Concrete blocks with a trading name such as siporex are available on the light-colored market.
These hollow blocks enable the implementation of thinner walls, which eventually lead to increased floor space because the air space in the block is 25% of the total area of the block, saving the material.
Hollow Concrete Block Size:
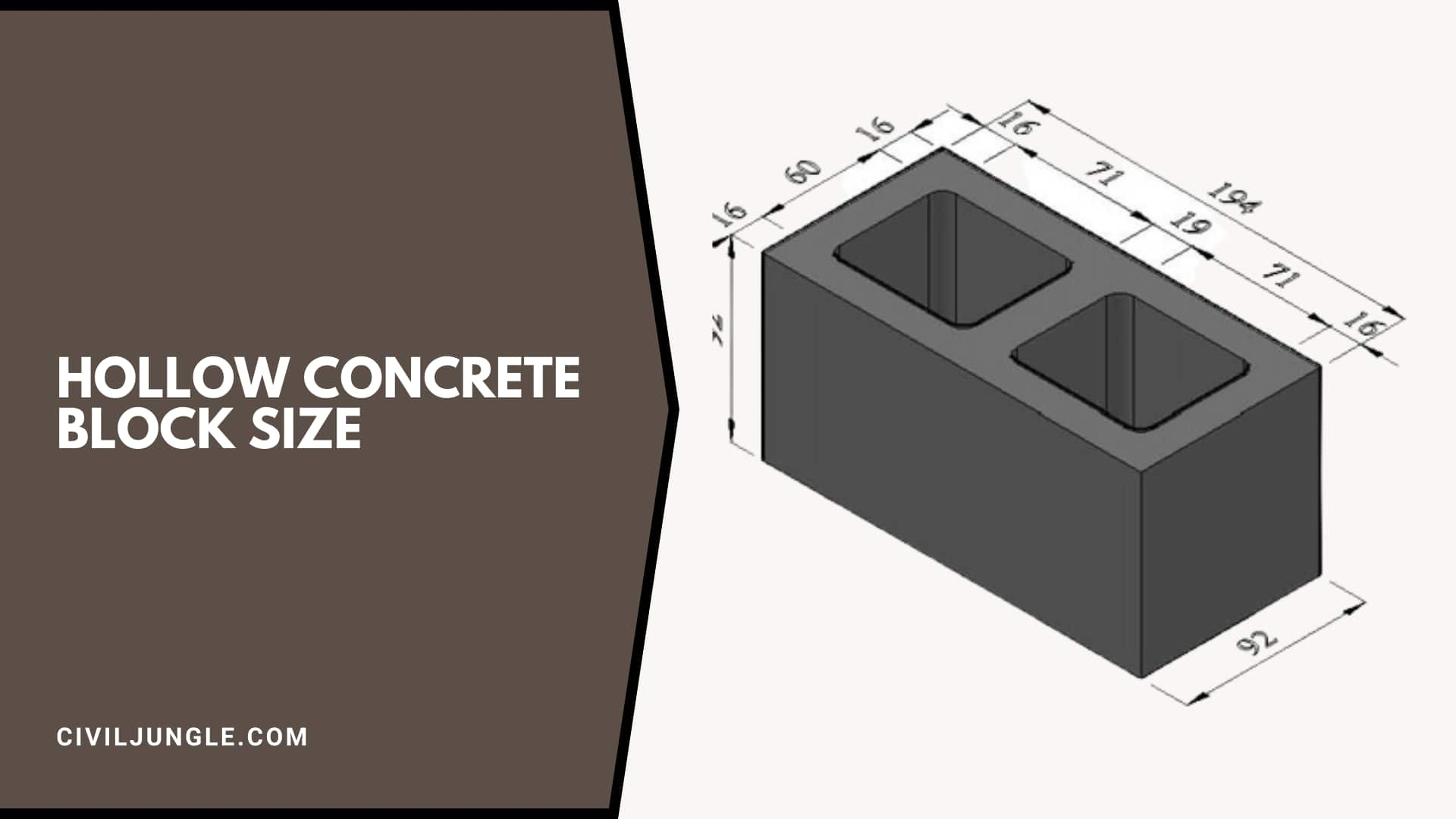
- 0.40 m x 0.20 m x 0.30 m : normal hollow blocks size in construction, often referred to as the standard hollow block size.
- 0.40 m x 0.20 m x 0.20 m : hollow tiles.
- 0.40 m x 0.20 m x 0.10 m: the absorption of water in hollow solid blocks for partitioning will be less than 10%.
- In order to include blocks in the building, the total length and height of the wall must be set correctly such that a single block or a half-length block can be used.
- The blocks, sometimes known by the term chb dimension, are available with a regular face size of 440 x 215 mm, which is a common hollow block size in inches, and a width of 140 mm, and a standard size of 215 mm.
- Hollow blocks created, of cement small stones, stone dust but also sand are mostly not cheaper than bricks, but they also have other specialties. Such blocks, often referred to as cement block size or height of hollow blocks, have much more tensile strength, and the walls built from all these blocks, which some might call hollow blocks meaning, behave as thermal insulators due to various about there hollowness.
Advantages of Hollow Block:
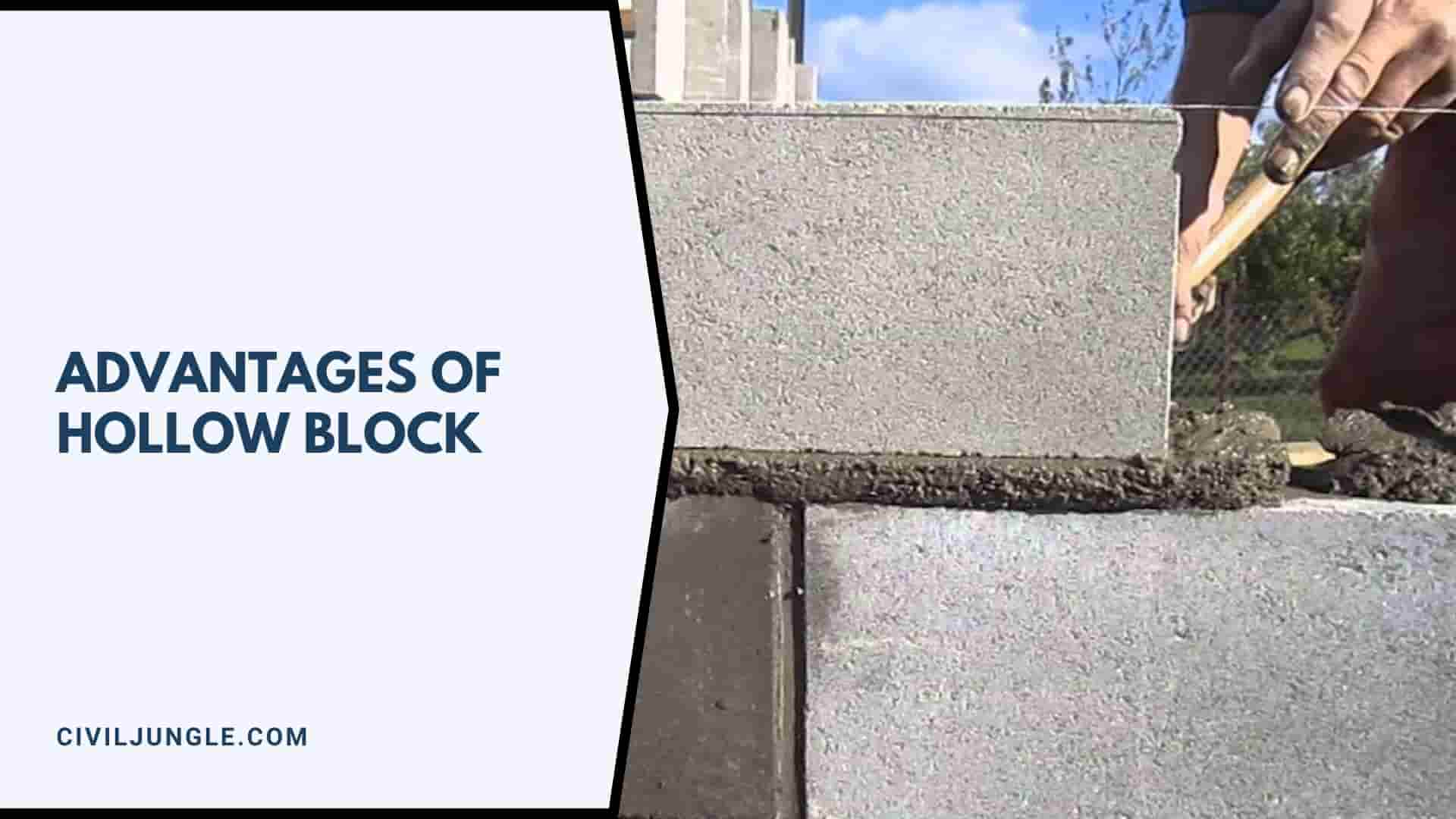
- This will offer a new appearance and reduce the electricity bill and create an eco-sustainable construction environment.
- Strong hollow blocks require less upkeep and have sound, heat, and fireproof insulation.
- The joints in these blocks need less cement mortar, little to no plastering, thereby accelerating the building process.
- High dimensional precision and consistent finish make it the perfect construction material for constructing load-bearing structures and building partition walls.
- Such hollow concrete blocks have high-stress bearing potential and are also commonly used in building design activities.
- Concrete hollow blocks are lightweight and can also be used for constructing houses in earthquake-prone areas.
- This blocks are more cost-effective than most conventional wall or wall building systems.
- It is of high quality, high strength, uniform size, and shape.
- It therefore does not disturb the eco-system in such a manner that it is either environmentally sustainable or eco-friendly because the waste and local resources will be used for its manufacturing or production.
Useful article for you:
- Best Tiles for Floor
- Ceramic Tiles Vs Vitrified Tiles
- Size of Tiles
- What Is Vitrified Tiles
- Types of Roof Tiles
- How to Install Granite Floor
- What Is Tile
- Granite Vs Marble
- Types of Marble Flooring
- How to Fix Ceramic Tile Popping Up
- What Are Geotextiles
- Soft Flooring
- Hollow Bricks
- Low E Meaning
- Front Porch Flooring Ideas Over Concrete
- Disadvantages of Epoxy Flooring
- Mastic Asphalt Flooring
- Asphalt Flooring
- Vinyl Vs Laminate Flooring
- Is Bamboo Flooring Waterproof
- Types of Flooring
- What Is Granolithic Floors
- Cmu Construction
- Forest Green House with White Trim
- Vaulted Ceiling Rafters
- Pier Abutment
- 1 Yard of Gravel Weight
- Types of Pavers and Cost
- Types of Cranes
- Pitched Roof
Disadvantages of Hollow Block:
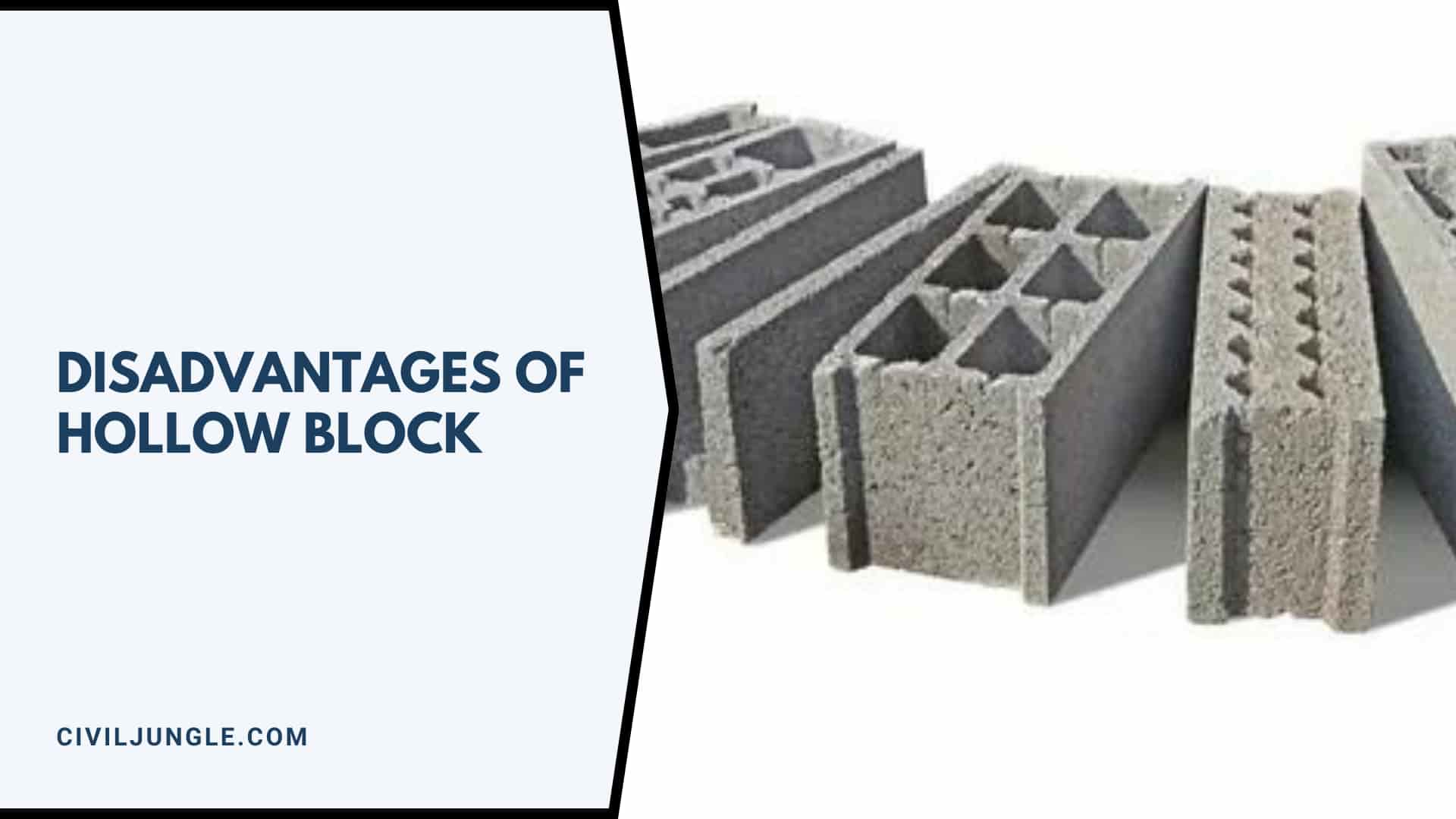
- Hollow blocks have a poor bearing capacity as the average mass of wall decoration materials is decreased, and the load-bearing capacity is often reduced.
- It is really risky to hang large things on walls like this.
Also, Read: Top 20 AAC Block Company in India
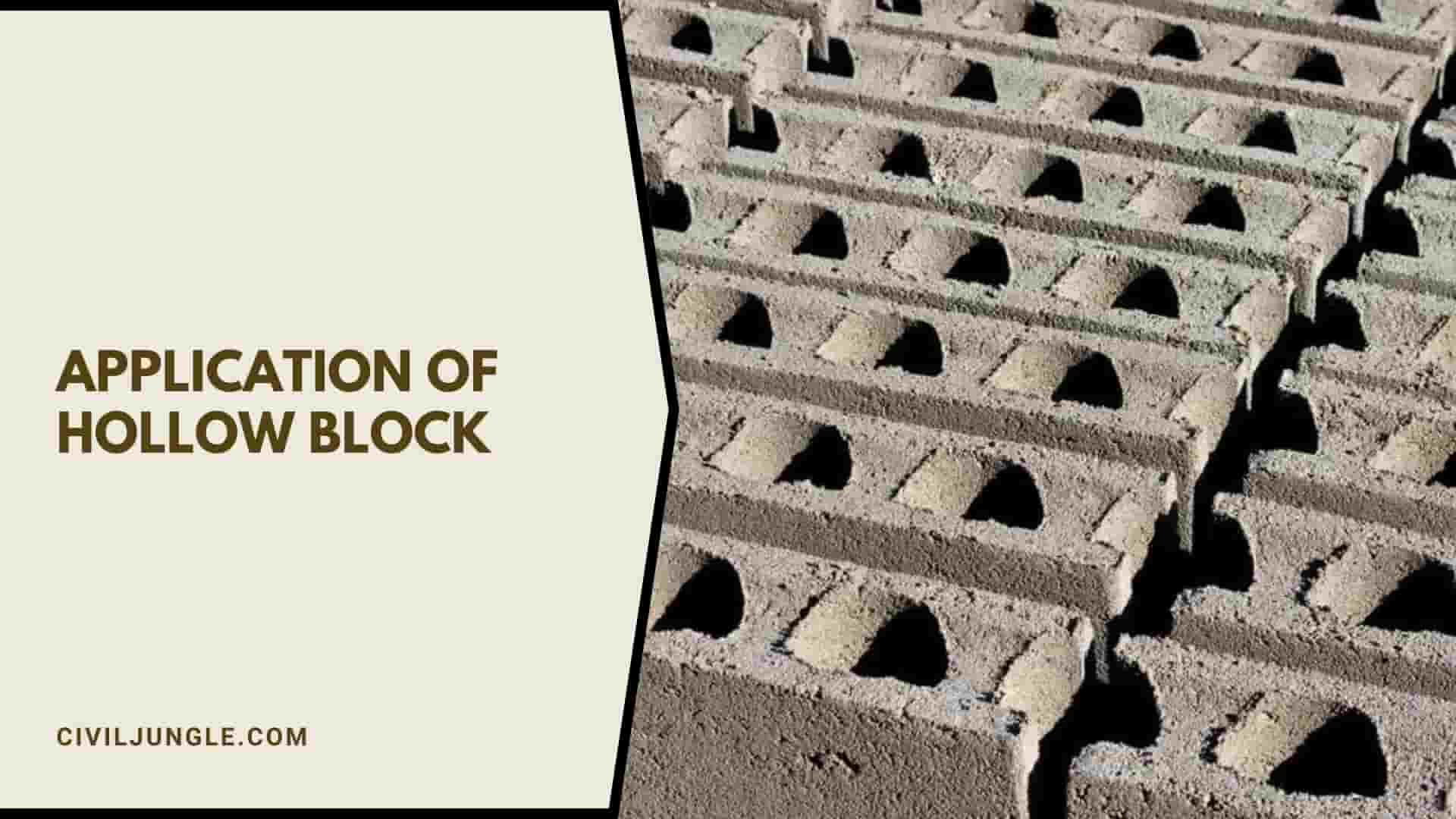
Application of Hollow Block:
 Such blocks can be found in load-bearing towers, moderate apartment complexes, office buildings, farmhouses, rural housing shelters, tall buildings, institutional buildings, factories, etc.
Such blocks can be found in load-bearing towers, moderate apartment complexes, office buildings, farmhouses, rural housing shelters, tall buildings, institutional buildings, factories, etc.- It is found in facilities such as elevated apartment complexes, office houses, market premises, hospitals, and hotels, etc.
- It could be used as ground-level units including roadside walkways, garden walkways, interlocking pavement blocks for road-moving areas close to curbstones, exhibition grounds, petrol pumping stations, bus and train stations, and so forth.
- Often used in particular areas of use, including such tree guard frames for roadside as well as backyard plantations.
 Such blocks can be found in
Such blocks can be found in How to Make Hollow Block?
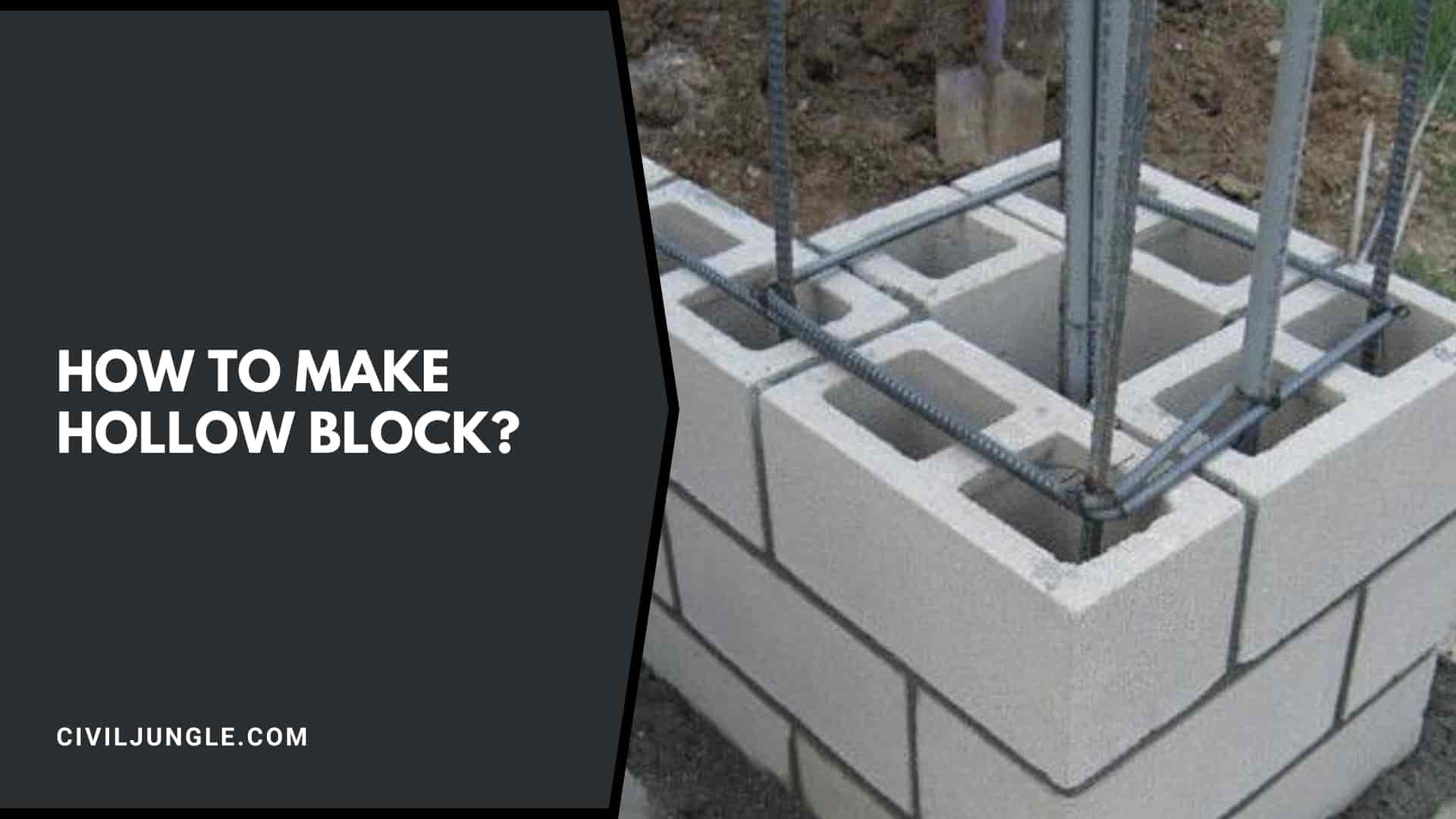
The manufacturing of concrete blocks consists of four simple processes:
- Mixing.
- Molding.
- Curing.
- Coating.
Some manufacturing plants manufacture only concrete blocks, while others can produce a wide range of prefabricated concrete items, including blocks, flat paving stones, and decorative landscaping, such as lawn edging.
Useful Article for You
- How Much Does a Yard of Concrete Weigh
- How Tall Is a Door
- How Many Stairs in a Flight
- How Many Bags of Concrete in a Yard
- How to Get Burnt Smell Out of Microwave
- How Far Apart Should Fence Posts Be
- How Are Bridges Built Over Water
- How Many People Died Building the Great Wall of China
- How to Draw House
- How to Build a Lean to Roof
- How Many Bags of Concrete for 1 Yard
- How Much Does Cinder Block Cost
- How to Get a House for Free
- How Much Does It Cost to Soundproof a Room
- How to Read a Measuring Tape in Meters
- How to Mount a TV on a Brick Wall
- How Many Brick Are in a Cube
- How Is Transported Soil Different from Residual Soil
- How to Use Washers
- How to Get Property for Free
- How Is Tar Made
- How Much Does Gallon of Water Weight?
- How Many Tiles Do I Need?
- How Much Does It Cost to Build a Pergola?
- How Much Does a Concrete Slab Cost?
- How Much Does a Yard of Gravel Weigh?
- How Many Shingles Do I Need for a 24×24 Garage?
- How to Remove Paint from Concrete Without Chemicals
- How to Cover Concrete Walls in Basement
- How to Find Wall load
- How to Build a Cavity Wall
- How Much Does a Heated Driveway Cost
- How Much Spray Foam Do I Need
- How to Get Blood Out of Carpet
- How to Mix Concrete
- How to Find the Contour Interval
- How to Identify Zero Force Members
- How To Install A Welded Wire Fence
- How to Tell If a Wall Is Load Bearing
- How to Replace Outdoor Faucet
- How to Measure Water Supply Line Size
- How to Calculate 2 Offset Yield Strength
1. Mixing for Hollow Block Manufacturers-

Sand as well as gravel are deposited outside during piles and transported to storage containers in the plant by means of a conveyor belt as required.
Portland cement is processed in relatively large silos outdoors to shield it from moisture.
While the production process begins, the necessary quantities of sand, gravel as well as cement are shifted by gravity or through mechanical means to a weighted batcher that determines the proper quantities of each element.
Dry materials first flow into a static mixer in which they are mixed together for a few minutes.
There seem to be different sorts of mixers that are widely used.
One type, called a planetary or a pan blender, resembles a shallow pan with a lid.
The mixing blades are connected to the vertical rotary shaft inside the mixer.
The other type is the horizontal drum mixer.
It looks like a coffee can be flipped on its side and has a mixing blade mounted to the horizontal spinning shaft inside the mixer.
Once the dried materials have been mixed, a minimum volume of water is applied to the mixer.
If the site is built in an environment that is prone to extreme temperatures, the water also may flow across a heater or refrigerator to control its temperature.
At this time, combination chemicals as well as coloring pigments can also be added.
The concrete then is blended in for 6 – 8 minutes.
2. Molding for Hollow Block Manufacturers-

When a load of concrete has been fully mixed, it is poured into an inclined bucket conveyor and delivered to an elevated hopper. The mixing loop starts again with the next load.
The concrete is moved from the hopper to another hopper on top of the block machine at a measured flow rate.
The concrete is pressed down into molds in the block machine.
The molds consist of an exterior mold box holding a variety of mold liners.
The liners specify the outside form of the block and the inside shape of the block cavities. At one time, as many as 15 blocks can be molded.
When the molds are full, the weight of the upper mold head on the mold cavities compacts the concrete. This compaction can be complemented by air or hydraulic pressure cylinders acting on the mold head.
Many of the block machines often use a brief burst of mechanical vibration to help assist compaction.
The compacted blocks are forced down and out of the molds on a flat steel pallet.
The pallet and the blocks are moved out of the system and onto the conveyor line.
In certain activities, the blocks travel under a spinning brush that eliminates loose material from the top of the blocks.
3. Curing for Hollow Block Manufacturers-
The pallets of the blocks are transferred to an automatic stacker or loader that positions them in a curing rack.
Each rack carries a few hundred blocks.
When the rack is completed, it is rolled onto a set of rails and pushed into a curing furnace.
The kiln is an enclosed space with the ability to accommodate many rack blocks at a time.
There are two basic types of curing furnaces.
The most popular type is a low-pressure steam oven. In this form, the blocks are kept in the oven for one to three hours at room temperature to allow them to harden slightly.
Steam is then steadily added to increase the temperature at a regulated rate of not more than 60°F per hour (16°C per hour).
Standard weight sections are normally healed at such a level of 150F-165°F whereas lightweight sections are healed at a level of 170F-185°F.
Once the temperature is hit, the heat is turned off but the blocks are able to soak in warm, moist air for 12-18 hours.
After drying, the blocks are drying by eliminating the wet air and increasing the temperature in the oven.
It requires approx 24 hours to complete the healing cycle.
Some other form of furnace is a high-pressure steam furnace, also called an autoclave.
In this form, the temperature is increased to 300-375°F, and the pressure is increased to 80-185 psi.
The blocks are permitted to soak for 5 to 10 hours. The pressure is then easily sold out, which allows the blocks to lose their stored moisture quickly.
The autoclave method needs more electricity and a more costly furnace, but it can create blocks in less time.
4. Cubing For Hollow Block Manufacturers-
The rack of the cured blocks is rolled out of the furnace, and the pallets of the blocks are unpacked and put on the chain conveyor.
The blocks are pushed out of the steel pallets and the empty pallets are fed back into the block system to receive a new collection of molded blocks.
If the blocks are to be turned into split-face blocks, they are first shaped together as two blocks.
When these double blocks have been healed, they pass through a splitter, which attacks them with a powerful blade in the segment between the two halves.
This causes the double block to crack and to create a hard, stone-like texture on one side of each piece.
The blocks move it into a cube, which matches up each block and instead stacks it into a cube, three blocks along with six blocks deeper and three to four blocks wide.
These cubes are taken out outside with a forklift and stored in storage.
Also, Read: What Is Cinder Block | Cinder Block Properties | Shapes of Cinder Blocks |Advantages of Cinder
Hollow Concrete Block Size
Hollow concrete blocks made from Cement, aggregate, water is able to be produced in required size and shape by block making machine, as concrete masonry unit for building material, the common size is 4 inches, 6 inches, 8 inches, 10 inches, and 12-inch unit configurations.
Advantages of Hollow Concrete Block
Hollow block helps in saving construction materials and therefore the use of hollow block reduces construction cost. Use of larger size concrete blocks reduces the number of joints in work and hence helps in saving mortar. Hollow concrete blocks have good insulating properties against sound, heat, and dampness.
Also, Read: Cinder Block Vs Concrete Block | What Is Cinder Blocks | What Is Concrete Blocks
Disadvantages of Hollow Concrete Block
Hollow blocks have poor bearing capacity because the total mass of wall decoration materials is reduced, the load-bearing capacity is also reduced. It is very dangerous to hang heavy objects on such walls.
Hollow Concrete Wall
This hollow Concrete Block has an open or closed cavity and can be used in the construction of load-bearing and non-load-bearing partition walls.
- Grade A: These are used as load-bearing units and shall have a minimum block density of 1500 kg/m3. Minimum average compressive strengths of blocks.
- Grade B: These are also used as load-bearing units and shall have a block density between 1100 kg/m3 and 1500 kg/m3. Minimum average compressive strengths of blocks.
Also, Read: 10 Best Cement Companies In India
Hollow Block Construction
Hollow concrete blocks are substitutes for conventional bricks and stones in building construction. They are lighter than bricks, easier to place, and also confer economics in foundation cost and consumption of cement.
Size of Hollow Blocks
| Usage/Application | Construction |
|---|---|
| Density | 1100 kg/m3 and 1500 kg/m3 |
| Compressive Strength | 2.8-4.0 N/mm 2 |
| Drying Shrinkage | 0.06 % |
| Size | 40cm (length) X 20 cm (width) X 20 cm (height)
40cm (length) X 10 cm (width) X 20 cm (Height) |
Hollow Concrete Blocks for Retaining Walls
It’s important to have a level of gravel between the drainage pipe and the soil, as this will ensure your pipe doesn’t clog over time. If you have hollow-cored blocks, fill the cores with gravel as well, making sure the top of each course is level so the following course has a proper base to rest upon.
Hollow Concrete Blocks
A hollow concrete block is a block made of concrete that has hollow spaces between its walls. It is used to build different types of walls for different purposes like retaining walls, decorative walls, classic walls, etc. hollow blocks are made of the same ingredients used in poured concrete walls.
What Are Hollow Concrete Blocks Used For?
The hollow cores can be filled with poured concrete and reinforced with steel to form incredibly strong walls for applications such as agricultural sheds, commercial and industrial buildings, storage bunkers, pond and pool linings and retaining walls.
Are Hollow Blocks Strong?
As far as the technical view is concerned, hollow bricks are light,durable, easily available and gives adequate strength to the construction. It is very cheap in cost, strong, and available at all local construction material shop. Many people used this hollow bricks because it reduces heat and make the building in cool.
Like this post? Share it with your friends!
Suggested Read –
- Vitrified Tiles Meaning
- What Is Dressing of Stone | Types of Dressing of Stone
- Floating Slab Vs Monolithic Slab | What Is Monolithic Slab | What Is Floating Slab
- RCCFull Form | What Is RCC | Advantages & Disadvantages of Reinforced Cement Concrete | Properties of RCC | What Does RCC Stands for
- What Is a Cavity Wall | How to Build a Cavity Wall | Cavity Wall Detail | Cavity Wall Thickness | Cavity Wall Insulation Pros and Cons | Brick Cavity Wall
- What Is Oblique Drawing | Oblique Drawing Examples | What Is Oblique View | Oblique Projection | Oblique Shape | Cabinet Oblique | What Is Cavalier Drawing
- Which of the Following Is a Way That Slopes Fail | Types of Slope Failure | Geotechnical Failures | Types of Slopes in Geography | Causes of Slope Failure | Slope Stability
- What Is Pier and Beam Foundation | Advantages & Disadvantage of Pier and Beam Foundations | Pier and Beam Foundation Design | How to Build a Post and Pier Foundation

Leave a Reply